日本酒造組合中央会のプレスリリース
日本酒造組合中央会(所在地:東京都港区西新橋、会長:大倉 治彦)は、「NEWS LETTER 2023年 3月号」として本格焼酎と泡盛の新しい魅力をお届けします。
- 【特集】酒蔵79軒のアンケートから読み解く、本格焼酎&泡盛レボリューション2023

- 酒蔵79軒のアンケート
新機軸の商品の狙いは何ですか?
1位は、新しい風味の開発
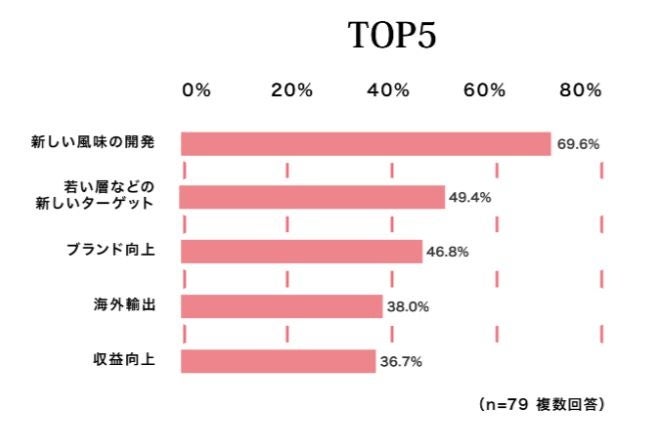
トロピカルでフルーティーな新しい焼酎の風味が注目されたきっかけは、2018年発売の芋焼酎「フラミンゴ」(国分酒造)や「だいやめ」(濵田酒造)。世界的におこっていたクラフトジンブームを背景に、「若い層などの新しいターゲット」をつかむべく、新機軸の商品開発が活況になっている結果に。さらに4割が「ブランド向上」とあげているように、既存の商品からの脱却をはかり、ブランドの価値を築くために新しい味わいを目指している酒蔵が増えていることもうかがえます。
どのようなシーンで飲まれることを想定?
「バー」がトップに登場!

本格焼酎と泡盛を飲むシーンは、居酒屋や郷土料理店からバーへと広がりを見せています。僅差ですがトップにあがったのは「バー」。長らく食中酒としてローカルな飲み方が定着してきましたが、ウィスキーやジンのように食前や食後に単体で楽しむ蒸留酒としての役割も酒蔵の人たちが認識するようになったことを表しています。またイタリアンやフレンチ、中華料理やエスニックなど、和食以外にも合わせたいという、酒蔵がイメージしているシーンも広がっています。
おすすめの飲み方は?
ソーダ割りが1位、お湯割りは4位に逆転

7割がソーダ割りの冷たい飲み心地を前提に開発されているという結果となりました。お湯割りという世界の蒸留酒にはない伝統的でローカルな飲み方が定着してきた一方で、ここ数年はウィスキーのハイボールのように「ドリンカビリティ」が上がる飲み方が広まっています。ビール用語の「ドリンカビリティ(Drinkability)」は、飲み飽きずいかに飲み続けるかを表すことばですが、本格焼酎のソーダ割りは喉ごしだけでない、個性ある香りや味わいが引き出されるのが最大の特長。ソーダ割りだからこそ発揮する新たな風味を追求しているのが新機軸の商品です。
どのような点にチャレンジ?
ベスト3は、原材料、熟成、そしてブランディング。

原材料由来のフレーバーに注目が集まる今、今までにない香味を生み出す芋や麦の品種が次々登場。さらに芋を熟成させるさまざまな方法が編み出されるなど、原材料処理にも新たな手法が生まれています。一方、芋焼酎の原材料についての課題として「基腐病による原料不足」(鹿児島県)、「さつまいもの確保」(鹿児島県)という声があがってきました。多様な品種が使われるようになった背景には、急速に広まるさつまいもの基腐病からリスクを分散しようという意図もあるようです。米焼酎や麦焼酎、泡盛では、熟成方法や原酒などの高濃度の商品化にチャレンジしているという声が多く寄せられました。
- 芋焼酎の新機軸
原材料・熟成

山大一 Matured
えい紫 2016
大山甚七商店・鹿児島
紫芋の「えい紫」を使用した2016年11月に蒸溜した長期熟成タイプの芋焼酎。紫芋ならではの華麗な甘味とラベンダーの様な華やかな香りが特長。
- 芋焼酎の新機軸
複数回蒸留・ブレンド・原酒

Pentatonic
柳田酒造・宮崎
宮崎県食品開発センターの協力のもと、柳田酒造、松露酒造が共同して1年がかりで開発。蒸留中にどのタイミングでどの成分が溜出されるかを厳密に分析し、複数の蒸留ポイントで得られた原酒をブレンド。
- 麦焼酎の新機軸
トヨノホシ・大分酵母

トヨノホシ兼八
四ツ谷酒造・大分
大分県農林水産指導センターと大分県酒造協同組合で共同研究により開発された焼酎用大麦新品種「トヨノホシ」と、カボスから採取した大分県独自酵母「焼酎用大分酵母」を使用。
- 泡盛の新機軸
黒糖酵母・短期発酵・ブレンド

MIZUHO
DISTILLERY
BEYOND2022
瑞穂酒造・沖縄
黒糖酵母により約2週間の短期発酵(従来20日間)を行い、タンク貯蔵後、時間をかけて複数回蒸溜した原酒を、ブレンドした新酒。バニラやカラメルの風味が特徴。
- まとめ
商品開発の課題として、価値に見合った価格設定が難しいという意見が酒蔵から多く寄せられました。「付加価値と単価設定のバランスが難しいです」(宮崎県)、「販売価格が妥当かどうか」、「本来中身で勝負するのが本懐ですが、ラベルなどのデザインは無視できない要素。その費用を回収しようとすると単価が跳ね上がる」(鹿児島)。そこで、今回調査した新機軸の商品の価格帯とアルコール度数を調べてみると、アルコール度数21~25度で1000円代と、31度以上で3000円~5000円の高アルコール、高価格帯の2つの方向性があることがわかりました。アンケート調査の結果について、ミクソロジストの南雲主于三(なぐもしゅうぞう)さんは「バーシーンに向けた新機軸の商品がトップだったことは、僕たちにとってうれしい結果です。ただ、ソーダ割りに適した飲みやすい酒質とカクテル向けの酒質は分けて考えるべき。世界の蒸留酒と戦える酒質設計をさらに深堀すれば、付加価値のある価格がつけられるはず」とコメント。日本酒造組合中央会の理事、宇都宮仁さんも「蒸留酒ですから原材料だけでなく、蒸留法や熟成方法も追求すれば、新たな香味はまだまだ追求できるはずです。業界全体が現状にとどまることなく、試行錯誤して新たな香味を付加価値にする必要があると思ってます」と指摘しました。本格焼酎と泡盛は進化を遂げていきます。79軒の酒蔵アンケートの結果がその行く先を示しています。
【調査概要】
・調査主体:日本酒造組合中央会
・調査方法:WEBアンケート
・調査対象:全国の本格焼酎・泡盛を扱う酒蔵(有効回答数79サンプル)
・調査期間:2023年2月6日(月)~2月28日(火)
- ETHICAL
鹿児島・若潮酒造がリサイクルできる
焼酎紙パックでSDGsな町づくりに参画

写真提供・若潮酒造
https://wakashio.com/
焼酎業界でも、紙のリサイクルに取り組む動きが始まっています。鹿児島県志布志市にある若潮酒造は、主要3商品の焼酎パックに「環境配慮型パッケージEP-PAK・GL」を2022年12月より導入。従来の焼酎パックは牛乳パックとは異なり、内側にアルミフィルムが貼り合わされているためリサイクルに適していませんでした。隣接する大崎町は、国内有数のリサイクル町。焼却施設を保有せず、長年ゴミの分別とリサイクルに取り組み、リサイクル率はなんと83%。〝町にあるすべてのものはリユース、リサイクルされて循環する〟を掲げた、サーキュラーヴィレッジ大崎町を目指しています。「焼酎メーカーとして、リサイクルを起点とした地域の活性化に貢献したい」という思いから、若潮酒造は大崎町SDGs協議会と連帯。大崎町や志布志市で日常酒として飲まれている焼酎の紙パックのリサイクルを導入し、焼酎蔵が地域の住民ととも「燃やすごみのない」町づくりに取り組みます。
- TREND
九州の焼酎ツーリズムが始動!
地域を巡り、食と焼酎に出会う旅
コロナ禍における酒類提供禁止によって、蔵開きや酒蔵見学などがオンラインで楽しめる、参加体験型のオンラインイベントが各地で実施され、新たな酒蔵とのつながり方を生み出しました。今後もその役割を果たすことが期待される一方で、コロナ禍収束にともない、酒蔵を巡るツーリズムの動きも九州各地で活況になっています。
鹿児島県酒造組合では、「令和4年度焼酎トレイル検討事業」を企画。出水、指宿、伊集院の3地区をモデル地区として選定し、モニターツアーを実施しました。中でも注目は伊集院地区。いちき串木野市と日置市にある6つの焼酎蔵をバスで巡る「焼酎ツーリズムかごしま」を2月25日に開催しました。
アドバイザーに「ワインツーリズムやまなし」を立ち上げた大木貴之さんを迎え、焼酎を飲む文化と産地を散策する提案型のツーリズムを考案。会費は7700円。参加者は送付されたガイドブックやマップ、バスの時刻表で、事前に一日の計画を立て、バスを乗り降りしながら、焼酎グラスを片手に自由に蔵巡りを楽しみました。
参加後のアンケートでは、参加者97人のうち40%が県外から、20代24名、30代25名と若い世代が多く、焼酎蔵に初めて訪問した人は33%。新たなファンを呼び込んだ結果になりました。蔵担当から「お客さまの生の声が聞けたのがよかった」、「イベント運営の勉強になった」、「他のお蔵さんと交流できたのがなによりのよい経験」といったコメントがあった他、「来年も参加したいですか」という参加者への問いに何と75%が「YES」。
参加者の主な目的は、テイスティングや新たな芋焼酎との出会い、造り手のはなしの他、地元のおいしい食や物販も挙がっています。ツアーのために宿泊した人は約62.5%、また65.2%が焼酎を購入。今後はさらに周辺地域に経済効果が巡るような仕組みが期待されます。
昨年12月には熊本県球磨地方で「球磨焼酎特別列車と蔵めぐり」が実施された他、宮崎県都城市の「肉と焼酎が出会うミート×焼酎ツーリズム」や、大分県の「おおいたん酒 御酒印帳 スマホdeスタンプラリー」など、九州各地で酒蔵を巡る企画が実施されています。

参加者には、チケットのほか、ガイドブックやマップ、バス時刻表が事前に送付される。ガイドブックは、蔵案内の他、ランチ情報や立ち寄り処まで周辺情報満載。

周遊バスは、いちき串木野駅から9時にスタートして17時まで、濵田酒造、大和桜酒造、白石酒造、田崎酒造、小正醸造、西酒造の6つの酒蔵を巡る。

西酒造では、純和風の美しい仕込み蔵や、熟成焼酎の樽がずらりと並ぶ圧巻の貯蔵所を見学。実際に焼酎が造られている現場で造り手と直接会話をすることで、各蔵の違いを体験。

仕込み中のもろみの香りを嗅いだり、蒸留中の現場が見学できたのは白石酒造。蔵元杜氏と対話しながらテイスティングすることで、芋の品種や蒸留や熟成による酒質の違いを体感。
資料提供・焼酎ツーリズムかごしま
https://shochutourism.com/
- 「本格焼酎・泡盛」関連情報取材受付のご案内
本格焼酎・泡盛について、ぜひご取材ください!
当会では全国各地の蔵元と協力し、本格焼酎・泡盛の魅力を消費者に発信すべく日々活動を行っております。
■ご取材可能な人物

日本酒造組合中央会 理事 宇都宮 仁(うつのみや ひとし)
京都府立大学大学院農学研究科修了後、国税庁入庁。各地の国税局や独立行政法人酒類総合研究所に勤務。酒類の官能評価分析の評価方法の研究などを行う。2019年より日本酒造組合中央会理事に就任し、酒類の需要振興及び海外PR・販路開拓施策を担当。
日本酒造組合中央会 日本の酒情報館 館長 今田 周三(いまだ しゅうそう)
一橋大学法学部を卒業後、新日本製鐵㈱を経て1989年から酒類流通のキャリアをスタート。2012年に㈱山水舎を設立し、マーケティングコンサルタントとして数々の酒蔵をサポート。2016年5月より現職の日本酒造組合中央会日本の酒情報館館長に就任し、国内外に向けた日本酒・本格焼酎の普及活動を行う。海外向け英語ポッドキャスト番組「Sake On Air」を創設した他、学術研究会への参画、セミナー講師等の活動を行う。
■ご取材可能な場所

日本の酒情報館
東京都港区西新橋1丁目6-15(当会ビルの1階)
ロケ・取材撮影・場所貸しも受け付けております。(応相談)

日本の酒情報館は、歴史と文化を含む日本酒・本格焼酎・泡盛の魅力のすべてを「見て・触れて・体験する」ことを通じて世界中の人に知っていただくための施設です。大吟醸酒・純米吟醸酒・純米酒・古酒・スパークリング清酒・貴醸酒など、全国各地の様々なタイプの日本酒、芋・麦・米・黒糖などの本格焼酎や泡盛、そして酒蔵の造る様々な果実のリキュールを常時50アイテム程度、1杯100円からお試しいただけます。選ぶのが難しい方のために、バラエティー豊かで少しお得な3種セットもご用意しています。銘柄は入れ替わりますので、いつでも違うお酒を味わっていただくことができます。
■日本酒造組合中央会 概要
名称:日本酒造組合中央会 Japan Sake and Shochu Makers Association
代表:会長 大倉治彦
住所:〒105 0003 東京都港区西新橋1丁目6番15号 日本酒造虎ノ門ビル
設立年月:1953年12月 設立
会員数:47都道府県単位の酒造組合(40)及び酒造組合連合会(7)
地区:全国一円
組合員数:1,668(清酒1,385、単式蒸留焼酎270、みりん二種13)

